|
So, finally it's time for
some assembly.
I packed the bearings with
a grease from SKF called LGLT2/0.2 which is a low
temperature, high speed grease. Then I put the bearings
in the oven at low temperature (80-100°C) and the shaft
in the freezer and left them there for an hour or so.
  With
a difference in temperaure of around 100°C and with help
from a aluminium tube and a plastic hammer the beraings
was quite easy to fit to the shaft. With
a difference in temperaure of around 100°C and with help
from a aluminium tube and a plastic hammer the beraings
was quite easy to fit to the shaft.


The KM-nut that holds the
bearings inner races together is tightened and secured
with normal strength LOCTITE.
Then I sprayed some WD40
in the spindle shaft and on the drawbar tube and pushed
it in. It took quite some force get it all the way in
there but that's not bad.


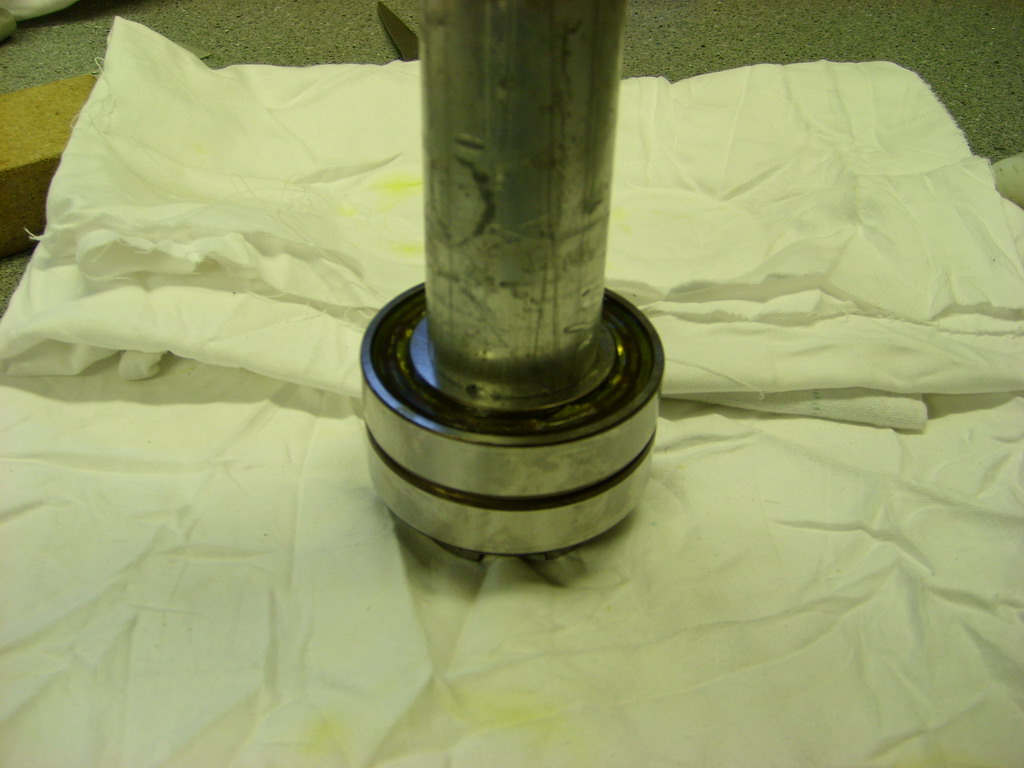
With the lower bearings
secured to the shaft I put the shaft the in the freezer
and the housing in the oven for a while. After that they
went together nicely. Sorry for the blurry photo.

The top bearing was a
little harder to fit. I used the aluminium pipe and
plastic hammer and finally got it all the way down.
At first the spindle
turned very easily, I could give it a quick spin with my
fingers and it kept rotating for a another revoultion or
two. Then I mounted the flange (without seal, for now)
and therefore preloading the bearings it got a little
harder to turn. It still turns REALLY smooth though,
just not that easily. It will be intersting to see how
it performs when it gets powered up. I suspect there
will be some heat in the lower bearing zone. The bearing
however can stand quite some heat and since the
aluminium housing expands faster than the bearings when
getting hot I think and hope that it will be just fine.
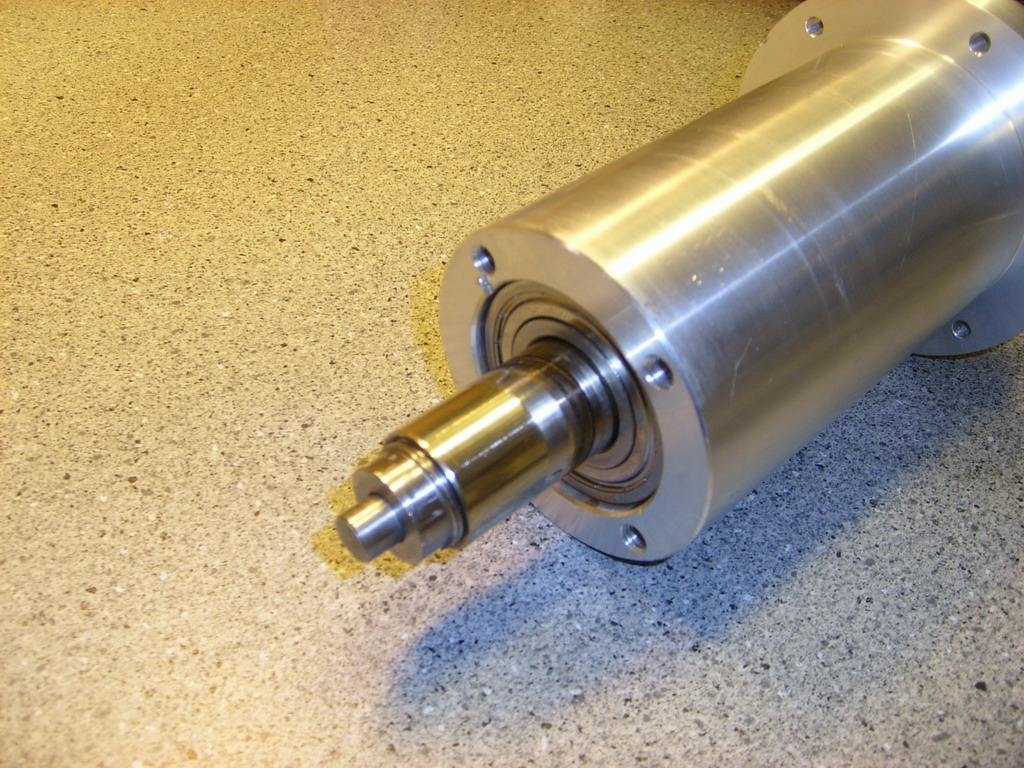
Here's some more random
photos of the spindle:






The drawbar is actuated by
a 100mm pneumatic cylinder. It originally had a stroke of
50mm but I cut it off, reducing the stroke to ~15mm.
Then I fabricated four stand-offs so that the cylinder
could be mounted on top of the spindle with a little adapterplate. When I write this the belleville washers
in the drawbar are mounted in stacks of two and
preloaded so that it takes around 1 bar of pressure to
start releasing the tool. That means that the clamping
force is around 750-800N. It takes 2.5 to 3 bar to push
the drawbar down enough for the tool to come out. The
belleville washers will later on be reconfigured in
stacks of 3 and the clamping force should then be
somewhere between 2500 and 3000N.
Here's a
video
(14Mb, 52s) showing some initial testing of the
pneumatic drawbar. The same video is also available on
YouTube for streaming if you prefer.
Update 2007-10-30.
After assembly I had
around 0.02mm runout inside the taper of the spindle.
Although not very good it's acceptable. However
inserting a toolholder with a short tool and measuring
at the tool the runout was close to 0.2mm - not
acceptable. After dissasembling the spindle and checking
as much as I could I went back to the grinding shop with
the spindle shaft and together we determined that they
messed up. The taper has a good fit to the holder but it
was not parallel to the OD of the shaft. They've
promissed to fix it though and work to do so are in
progress.
Update 2013-12-26.
Wow, 6 years down the
road....
The issue with the taper
was eventually sorted out but then an issue with the
gripper presented itself. Basically the gripper was
pushing, laterally, on the pullstud, pushing the holder
out of alignment, again causing runout. I made a couple
of attempts at correcting that but didn't succeed. Then,
I got the bigger knee-mill so
the focus shifted to that project instead and at the
same time someone approached me asking if I'd sell them
the BT30 spindle, which I did. He then made a new
floating gripper which fixed the issue and it's been
running since - at least from what I've heard.
<BACK> <NEXT>
|